


Testerenin kesme işlemini yapabilmesi için testere sırtı ve dişlerinin uygun toleransta çalışma boşluğuna sahip olması gerekir. Bu nedenle testere dişlerine çapraz adı verilen eğim/ açı verilerek ulaşılır. Farklı tiplerde çapraz çeşitleri bulunmaktadır.
Farklı tiplerdeki çapraz çeşitleri şu şekildedir;
Raker Çapraz Tipi
En çok tercih edilen form çeşidi olup sağ-sol-düz diş yapısından meydana gelir.

Değişken Yapı
Değişken yapı ise, diş aralığına bağlı olarak değişkenlik göstermektedir. Sol-sağ diş modelinden sonra her zaman bir düz diş takibi söz konusudur.

Grup Yapısı
Birbirini takip eden bir çift diş yapısı ile bunun karşı eksenindeki simetriğinden meydana gelmektedir.

Dalgalı Yapı
Diş yapısı dalgalı bir yapıya sahiptir.
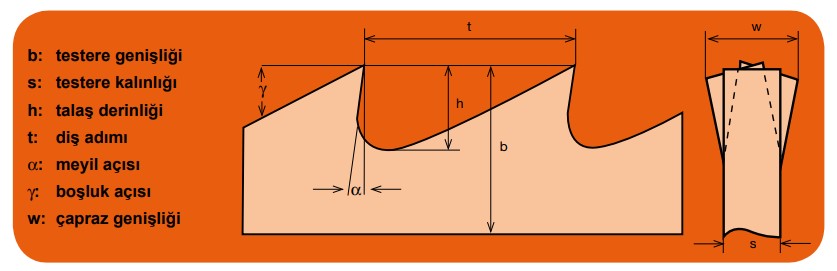
Diş Formunun Tanımlanması Ve Açılar
1 inch’te bulunan diş sayısı (TPI)
Bir parmak (1”) uzunlukta bulunan diş sayısını tanımlar ve adım 1-24 arasında değişir. Boru, profil, sac gibi ince et kalınlığına sahip malzemeler ince diş adımlı testerelerle kesilir. Aksi takdirde dişler çok çabuk aşınır ya da kırılır. Büyük kesitli malzemeler kaba diş adımlı testere (1” de daha az diş) ile kesilmelidir. Daha az sayıda dişin kesme işleminde olması kesme kapasitesini artırır. Testerenin baskı kuvveti daha az sayıda olan kesici dişlere dağıtıldığında diş başına düşen kuvvet ve talaş alma kapasitesi artar. Kaba diş (1” de daha az sayıda diş) verimliliği artırır ve yeterli talaş hacmi sağlar. Alüminyum, bronz gibi yumuşak malzemeler büyük talaş hacmine sahip diş profillerine ihtiyaç duyar. Büyük adımlı dişler, kesme işleminde talaş kaymasını, sıvanmayı ve diş boşluğuna sıkışmayı önler. Bu şekilde diş aşınması önlenir, kolay kesim sağlanır.

Kesim Faktörleri
Makinada sıklıkla kontrol edilmesi gerekenler;
- Talaş fırçası çalışma durumu. (Motorsuz veya motorlu talaş fırçaları sürekli şerit testere ile temas halinde olmalı ve günlük ayarı yapılmalıdır, bitmesi durumunda yenisiyle değiştirilmelidir.)
- Rulmanlar ve rulman yatakları.
- Gerginlik ölçme cihazı ile şerit gerginliğinin ölçümü,
- Takometre ile şerit hızını ölçümü,
- Refraktometre ile soğutma sıvısının konsantrasyonu ölçümü (Bor yağının kesilen malzeme türüne göre farklılık göstermektedir.)
- Malzemeye uygun ilerleme ve şerit dönüş hızı uygulanmalı, yeni takılan şeritler mutlaka şerit alıştırma işlemine tabi tutulmalıdır.
- Makinedeki titreşim ve ses sıklıkla kontrol edilmelidir. (Kesim parametreleri veya makinenin ilgili kesim bölgelerinde hata olabileceği unutulmamalıdır.)
Kesme sıvısı
Kesme sıvısının bileşimi diğer kesme değerleri kadar önemlidir. Kesme sıvısı şeridi soğutmanın yanı sıra dişlerden talaşların uzaklaştırılması görevi de görür. Bu sebeple;
- Kaliteli kesme sıvısı kullanmayı tercih edin.
- Tavsiye edilen konsantrasyon değerlerine dikkat edin.
- Kesme sıvısının düşük basınçla yoğun akmasına dikkat edin.
İlerleme Hızı / Talaş Formları
Şerit Testerenin her bir dişinin uygun derinlikte talaş alması çok önemlidir. Bu diş adımı, bant hızı ve baskı hızı seçimidir. Testerenin çıkardığı talaşı inceleyerek uygun ilerleme değerini verebilirsiniz.
- Çok ince ipeksi talaş ilerleme hızının arttırılması veya kesme hızının düşürülmesi anlamına gelmektedir.
- Bukle halinde düzgün talaş, tüm kesme değerlerinin doğru olduğunu göstermektedir.
- Kalın, ağır, yanmış veya kararmış talaş; ilerleme hızının düşürülmesi ya da kesme hızını arttırılması gerektiğini belirtir.
Kar-Tes Kesici Takımlar tarafından sunulan Kesici Takımlar kategorisine gidebilir yada Kesici Takımlar Bloguna geri dönebilirsiniz.